Search
Search
 Language
Language
Vitrified bonded grinding wheels for sharpening PCD/PCBN tools are marked according to a table containing a description of the respective product range, to be found in each product description. In the case of these grinding wheels, we use an aluminium body /KA/ and a ceramic bond /V/
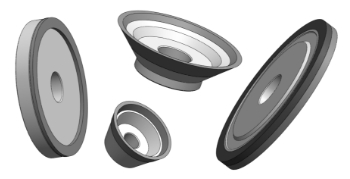
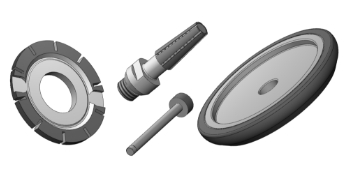
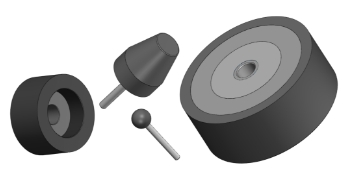
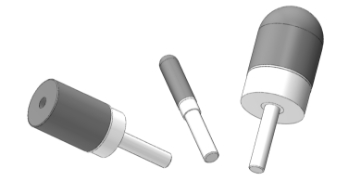
The shape of the abrasive tool is selected according to the grinding task, the design of the grinder, and the machining conditions. The dimensions of the grinding wheel are chosen according to the dimensions and power of the machine tool and the size of the workpiece.
The most important criterion for the selection of a grinding wheel is the expected surface quality of the ground blade. These grinding wheels use diamond or boron nitride grains from the micropowder group as the grain. Four basic grain sizes are used in PCD and PCBN tool sharpening wheels , as listed in the table below:
| Grain size | Machining type | Application |
| D22 | roughing | Regrinding – profiling of blade edges and sharpening of badly worn inserts |
| D15 | universal | Standard grain size – high sharpening capacity and good quality of sharpened surfaces can be achieved with the use of additional squeeze-out passes |
| D9 | finishing | Finishing grinding – achieving a very good surface quality of the insert cutting edge |
| D6 | superfinish | Superfine grinding – excellent quality of sharpened surfaces can be achieved |
Other parameters
The other parameters of the grinding wheel (grit contrntation , hardness, structure) are selected individually for each user depending on the type of machining, the grinding machine used, and the properties of the tool to be sharpened.
When sharpening PCD and PCBN tools, particular attention should be paid to the correct selection of the sharpening process parameters. A diamond wheel, made with the most advanced technology, will never be effective if its application conditions and/or machining parameters are selected incorrectly.
| Parametr | Opis |
| Grinding speed | recommended: 20 m/s, permissible: 15÷30 m/s |
| Surplus | roughing: 0.02÷0.05 mm/pass, standard: 0.01÷0.025 mm/pass, finishing: 0.005÷0.01 mm/pass |
| Oscillation frequency | recommended: 60 1/min, permissible: 50÷120 1/min |
| Number of squeeze-out passes | 3÷8 |
| Recommended whetstone type | Electrocorundum whetstone 5410-20x10x100 99A 320 J7V |
| Coolant | Oil-in-water emulsion 3÷5% |
| Comments | The in-feed of the grinding wheel must always be made outside the machining zone |
Corrective measures
If the grinding wheel seems too hard, reduce the grinding speed to 15÷18 m/s and carry out dressing more frequently. If the wheel wears out too quickly, the grinding speed should be increased to 22÷30 m/s.
The process for selecting a grinding wheel is as follows:
– determine geometrical parameters such as type of wheel, dimensions of workpiece, and bore diameter
– depending on the type of processing, the grit size should be selected
Due to the necessity of strictly adjusting the grinding wheel characteristics to the conditions of use, please specify in your order the type of material and machining conditions as well as the type of machine for which the grinding wheels are to be used. This will allow us to adapt the wheel as closely as possible to your needs.
If you are interested in a grinding wheel not found in our offer, we can custom manufacture one for you by special order. This page features some of the most poular products from our offer.

INTER-DIAMENT® Kacprzycki Sp.j.
st. Chełmońskiego 30
05-825 Grodzisk Mazowiecki, Poland