Search
Search
 Language
Language
The vitrified bond is designated by the symbol V.
The abrasives used for this category of grinding wheels are elektrocorundum and silicon carbide. .
| Grain | Grain size [µm] | Grain | Grain size [µm] |
| 24 | 850/710 | 80 | 212/180 |
| 30 | 710/600 | 90 | 180/150 |
| 36 | 600/500 | 100 | 150/125 |
| 40 | 500/425 | 120 | 125/106 |
| 46 | 425/355 | 150 | 106/90 |
| 54 | 355/300 | 180 | 90/75 |
| 60 | 300/250 | 220 | 75/63 |
| 70 | 250/212 | 240 | 63/53 |
When selecting the hardness of a grinding wheel, the following rules should be followed:
Soft grinding wheels are used when grinding products where the generation of high heat is not permitted and when grinding large, interrupted surfaces.
Hard wheels are used for profile grinding, roughing and grinding with coolant (“wet”).
| Soft | Medium | Hard |
| H, I, J, K | L, M, N, O | P, Q, R |
The structure defines the volumetric contribution of the abrasive grain to the total volume of the grinding wheel. The higher the structure number, the lower the grain content. The scale of structures ranges from 4 to 9.
The structure should be chosen according to the size of the grain. With fine-grained grinding wheels, a more open structure should be selected (7÷9), while with coarse-grained wheels a more compact structure should be selected (4÷6).
Diameter
The primary criterion for the selection of the grinding wheel is the type of grinder used. If possible, use a grinding wheel with a large diameter. The advantage of this is the better quality of the machined surface and greater economy of operation due to the higher efficiency of machining.
Grain size
When choosing the grain size, it is necessary to take the following criteria into consideration:
– type of machining (roughing, finishing)
– desired smoothness of the machined surface
– predicted efficiency of machining
Storage
Correct storage of the grinding wheel is necessary to maintain its full readiness to work and is a prerequisite for safe operation. Vitrified bonded grinding wheels should be stored at a minimum temperature of 4°C and a maximum relative humidity of 70%.
Mounting
The grinding wheel should be sound-checked before mounting on the grinding machine spindle. A clean sound indicates that there are no internal cracks, while a short frequency-shifting sound occurs when the grinding wheel has internal, often invisible microcracks. Use of such a wheel is not allowed.
Balancing
Before putting a new grinding wheel into service, it should always be carefully balanced to correct manufacturing errors related to its shape and structure.
Grinding wheels must be dynamically balanced due to the high speeds used in order to ensure safe operating conditions. Dynamic balancing makes it possible to achieve approximately four times smaller vibration amplitudes than static balancing. Balancing directly on the grinder using specialised equipment is recommended.
Dressing
A prerequisite for the correct grinding process is that the shape of the grinding wheel surface is adapted to the task at hand.
Dressing of grinding wheels is used to give the desired shape to the working surface of a new grinding wheel or to restore its original cutting properties during grinding operations.
Grinding speed
During grinding operations, an important role is played by grinding speed, which is the linear speed of the grains on the grinding surface.
The correct selection of this speed depending on the type of material being processed and the type of processing is a crucial issue.
Corrective measures
A properly selected vitrified grinding wheel requires only minimal corrective measures during use, which include improving the working profile and sharpening.
The abrasive grit wears down during prolonged use of the grinding wheel grinding wheel. In addition, some of the spoil accumulates in the natural pores of the grinding wheel, causing it to lose its cutting properties. Dressing the wheel restores its original cutting properties and working efficiency.
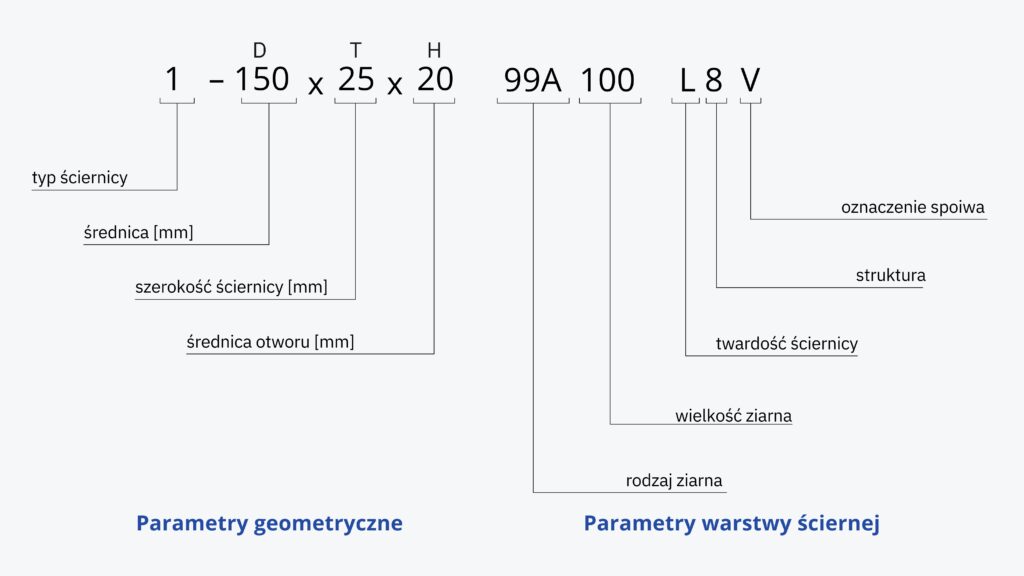
The process for selecting a grinding wheel is as follows:
define geometric parameters such as:
– type of grinding wheel, its dimensions, and the diameter of the mounting hole or spindle
– depending on the type of material to be machined and the type of machining, select the type and size of grain, grinding wheel structure, and hardness
If possible, please specify the type of material and type of processing in your order as well as the operating conditions and type of machinery the wheels will be used on. This will allow us to adapt the wheel as closely as possible to your needs.
If you are interested in a grinding wheel not found in our offer, we can custom manufacture one for you by special order. This page features some of the most poular products from our offer.

INTER-DIAMENT® Kacprzycki Sp.j.
st. Chełmońskiego 30
05-825 Grodzisk Mazowiecki, Poland