 Search
Search Language
Language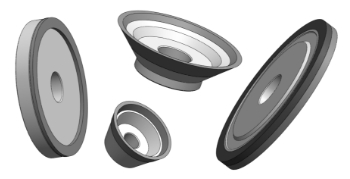
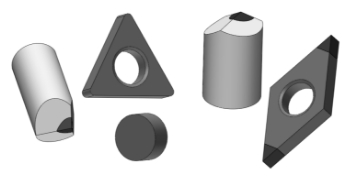




Tools with polycrystalline diamond (PCD) and cubic boron nitride (PCBN) tips are exceptionally durable but require occasional sharpening.
Compared to conventional tool materials, sharpening tools made from PCD or PCBN requires a different approach in terms of grinding methods and abrasive characteristics. Sharpening polycrystalline tools poses a challenging task for both users and abrasive manufacturers.
To ensure the proper sharpening process of PCD/PCBN tools, the following are necessary:
-A precise grinder with adequate structural rigidity and vibration damping system, ensuring high precision required for sharpening polycrystalline tools.
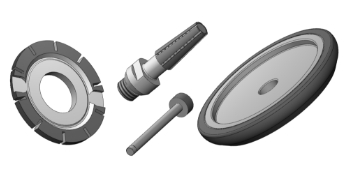
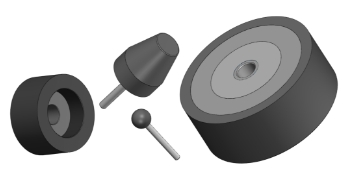
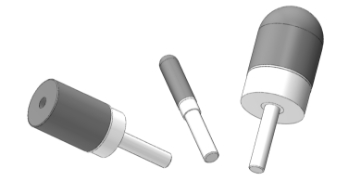
-Specially designed grinding wheel for high-efficiency and precision machining, ensuring excellent edge quality.


