 Suchen
Suchen Sprache
Sprache
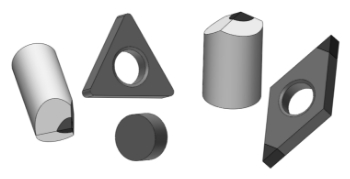
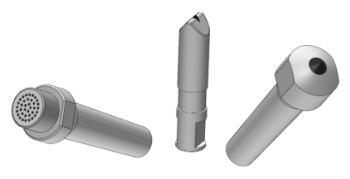




Werkzeuge mit Polykristallinem Diamant (PCD) und kubischem Bornitrid (PCBN) sind äußerst langlebig, erfordern jedoch gelegentliches Nachschärfen.
Im Vergleich zu herkömmlichen Werkzeugmaterialien erfordert das Schärfen von Werkzeugen aus PCD oder PCBN eine andere Herangehensweise in Bezug auf Schleifmethoden und Schleifmittelcharakteristika. Das Schärfen von Polykristallinen Werkzeugen ist eine anspruchsvolle Aufgabe sowohl für Anwender als auch für Schleifmittelhersteller.
Um sicherzustellen, dass der Schärfprozess für Werkzeuge mit PCD/PCBN optimal verläuft, sind folgende Dinge erforderlich:
– Eine präzise Schleifmaschine mit einer steifen Konstruktion und einem System zur Vibrationsdämpfung, die die hohe Präzision gewährleistet, die für das Schärfen von Polykristallinen Werkzeugen erforderlich ist.
– Ein speziell entwickeltes Schleifmittel für eine hoch effiziente und präzise Bearbeitung, um eine erstklassige Schneidkantenqualität zu erzielen.


