Sprache
Sprache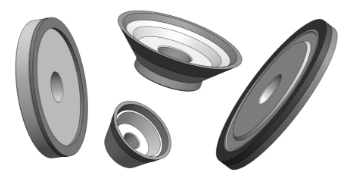
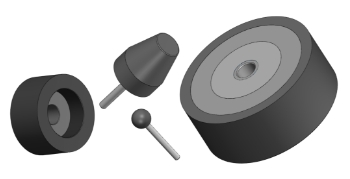
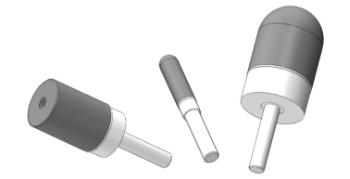
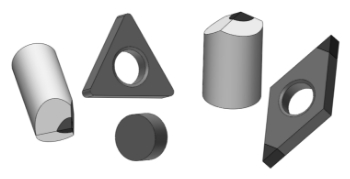
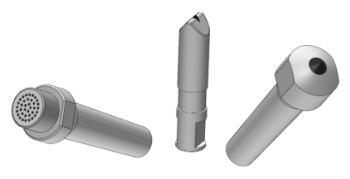




W odróżnieniu od innych typów narzędzi ściernych, te o spoiwie galwanicznym posiadają jedną warstwę materiału ściernego, która osadzona jest na korpusie ściernicy za pomocą niklowego spoiwa. Dzięki temu możliwe jest wykonywanie ściernic o skomplikowanych profilach warstwy roboczej. Ponadto nie wymagają obciągania ściernicy, gdyż w trakcie pracy profil narzędzia nie będzie się deformował. W ściernicach galwanicznych stosujemy najwyższej jakości diament i borazon, a ich silne umocowanie na korpusie za pomocą trwałej powłoki umożliwia osiągnięcie wysokiej wydajności obróbki.
 Suchen
Suchen
Suchen
- Produkte
-
Dienstleistungen
Dienstleistungen