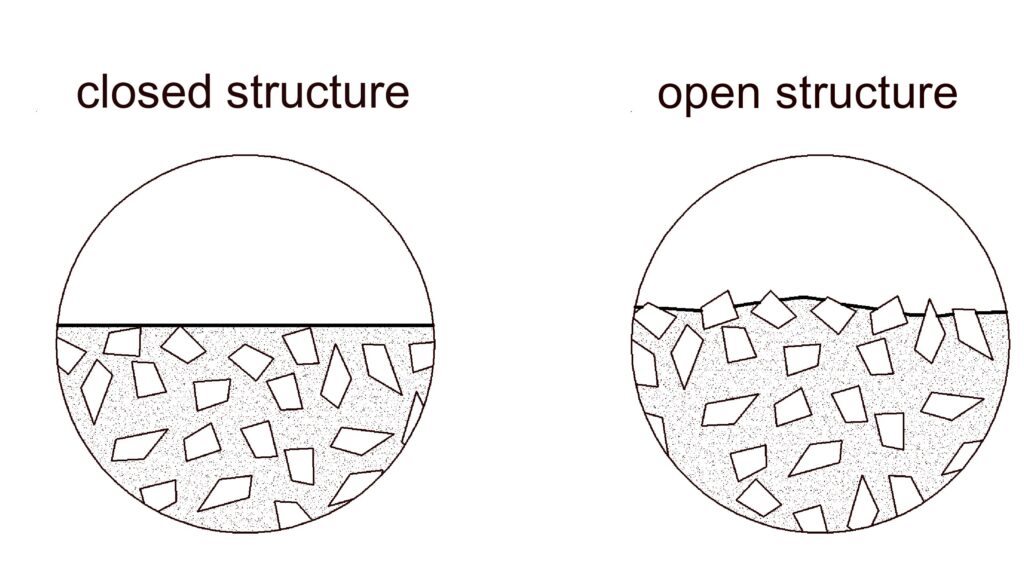
Концентрация определяетКоличество алмазного или боразонового зерна на единицу объема слоя шлифовального круга. Стандартные значения концентрации зерна для шлифовальных кругов смолистого связующего приведены в таблице ниже.
| Алмаз |
Боразон |
| Концентрация |
Содержание зерна [carat/cm3] |
Концентрация |
Содержание зерна [carat/cm3] |
| K25 |
1,1 |
V60 |
1,05 |
| K50 |
2,2 |
V120 |
2,09 |
| K75 |
3,3 |
V180 |
3,13 |
| K100 |
4,4 |
V240 |
4,18 |
| K125 |
5,5 |
V300 |
5,22 |
Концентрация абразивного зерна в рабочем слое является одним из наиболее важных параметров шлифовального круга. Она влияет на способность круга шлифовать, его срок службы, температуру обрабатываемой детали и точность обработки. Как и любой параметр, концентрация должна быть правильно подобрана под условия процесса шлифования. Следует помнить, что оптимальное значение концентрации зависит от других параметров шлифовального круга, таких как размер зерна, твердость связки и т.д.
Высокая концентрация (K100, K125; V240, V300) рекомендуется для:
– высоких требований к поведению профиля шлифовального круга в процессе эксплуатации
– низкая высота абразивного слоя
– твердая связка
– крупное зерно
– глубокое шлифование
Стандартная концентрация (K50, K75; V120, V180) рекомендуется для:
– шлифование плоских и цилиндрических поверхностей
– средняя высота абразивного слоя
– мягкая связка
– мелкое зерно
Низкая концентрация (K25; V60) рекомендуется для:
– очень широких абразивных слоев
– очень мелкого зерна
Высокая концентрация зерна увеличивает срок службы инструмента, что особенно важно для контурной шлифовки и обработки деталей с очень маленькими диаметрами. Преимущества высокого срока службы обычно перекрывают более высокую стоимость инструмента.
Недостаток высокой концентрации зерна заключается в увеличении сил резания и повышении температуры процесса обработки. Высокая концентрация зерна не всегда является наиболее благоприятным и технологически лучшим решением, но она требует хорошего охлаждения.
 поиск
поиск Язык
Язык